






















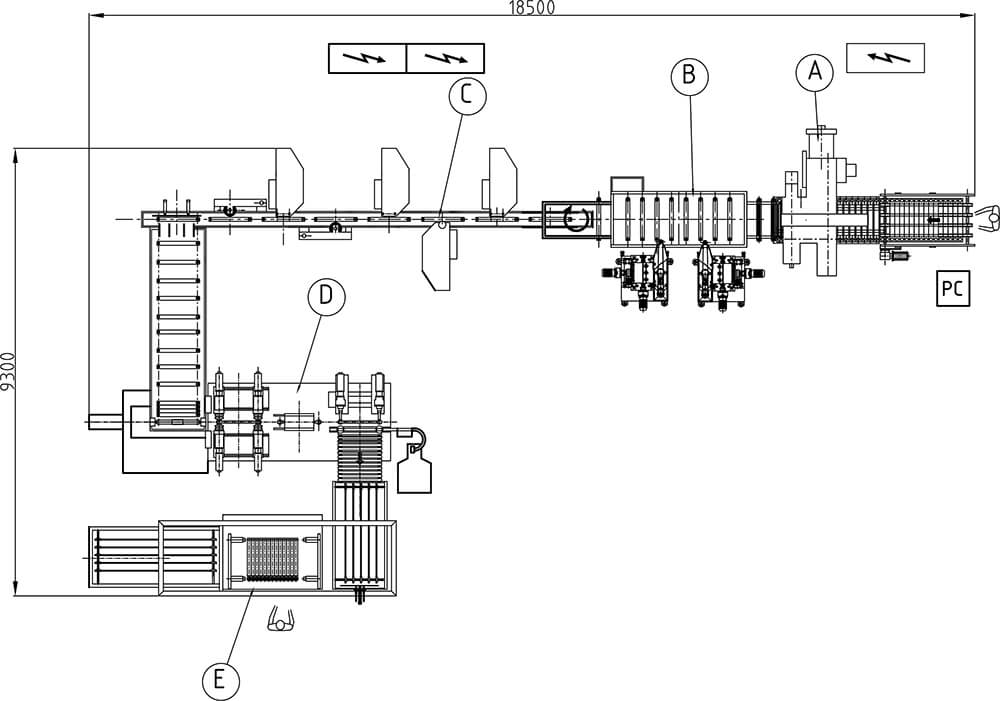
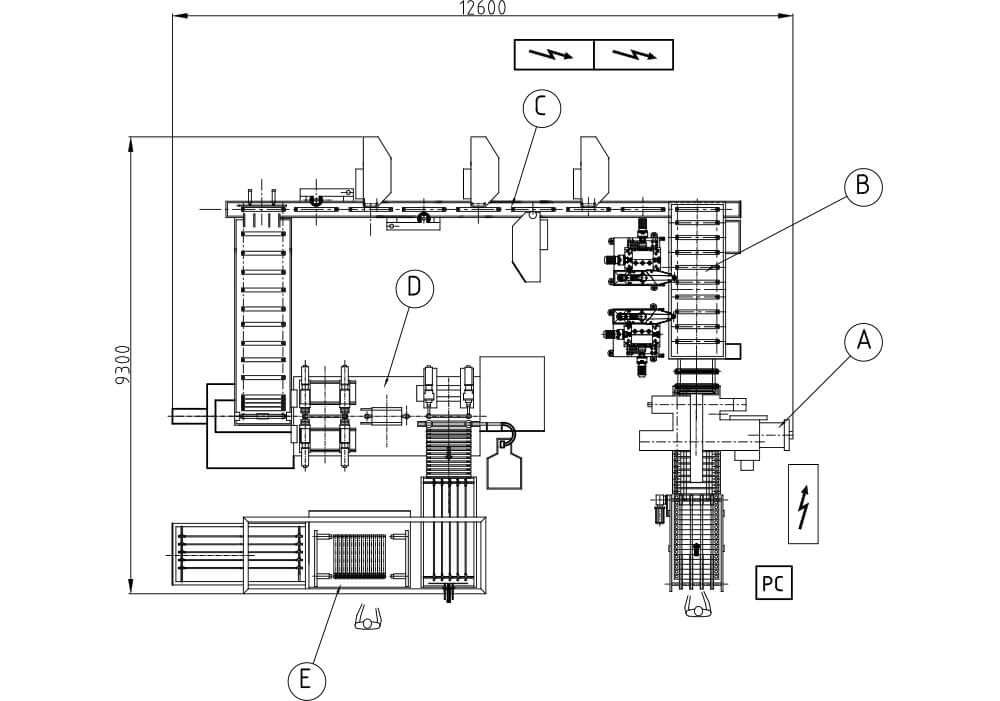
المرحلة. أ
آلة لحام بالشرارة من الجيل الجديد، مناسبة للحام العلبة السفلية للمشع عن طريق محول تيار 300 أمبير، بمجرد إتمام اللحام، يمر المشع إلى منطقة الطمس حيث يتم التخلص من نتوءات اللحام أوتوماتيكيًا.
المرحلة. ب.
خطوة خارجية بعربة هوائية يقودها محرك بدون فرشاة مناسب لأخذ المشع من آلة اللحام ونقله إلى محطات العمل المختلفة، أي:
- جلخ اللسان السفلي للتخلص من نتوءات الصب.
- أول وحدة تعمل بـ CNC لتخشين الرأس باستخدام قاطع النتوءات.
- وحدة طمس النتوءات في المنطقة السفلية للمشع.
- وحدة CNC ثانية لتشطيب الرأس بقاطع نتوءات الصب.
المرحلة. ج.
سير جلخ جانبي، مزود بأدلة، وبدافعات، وأجزاء ميكانيكية وأجزاء تعمل بضغط الهواء، ومحرك تروس.
يتم تضمين جنزير خاص بتروس نسبية ووحدة دافعة، على سير تغذية خط الإنتاج الميكانيكي الكامل مع الأجزاء الميكانيكية والأجزاء التي تعمل بضغط الهواء، ومنزلق تفريغ القطع. يتم على السير استخدام 3 وحدات جلخ تعمل بضغط الهواء على عجلات صغيرة من ماركة "ويديا" مع سير جلخ ، وهذه الوحدات مناسبة لجلخ جانب المشع، ومجهزة بتزييت من أجل التذبذب. تستخدم هذه الوحدات لجلخ جانب المشع (الجانب الأفضل). بالإضافة إلى ذلك، يتم تركيب فرشاة جلخ للتشطيب أيضًا لجلخ الجزء الأمامي.
بالنسبة للجزء الخلفي، يتم تثبيت وحدة الجلخ رقم 1 ببكرة مطاطية، مع سير جلخ متأرجح وستائر للسير، هذا لمعالجة الجانب الخلفي من المشع. بالإضافة إلى ذلك، يتم تثبيت فرشاة جلخ للتشطيب أيضًا لجلخ الجزء الخلفي.
المرحلة. د.
تتكون آلة قلوظة المشع الأوتوماتيكية على النحو التالي:
- عربة متحركة تنقل المشعات من منطقة عمل إلى أخرى.
- عدد 4 وحدات خاصة من إنتاجنا لقلوظة المشع والتخويش الأسطواني. يتم تجهيز هذه الوحدات من الجيل الأحدث بمحامل دقيقة بالداخل، ولا تحتوي على زيت أو بطانات بداخلها، مما يضمن عمرًا غير محدود للمنتج.
- وحدة نفخ داخلية لإزالة الرايش.
- مجموعة التجميع بعدد 2 من المفكات الآلية لربط المسامير من إنتاجنا تُدار بواسطة محركات بدون فرش.
- وحدة تحميل الحلمات وتركيب أوتوماتيكي للحشوة. ستقوم هذه المجموعة بتثبيت الحشوات على الحلمات بطريقة أوتوماتيكية تمامًا.
المرحلة. ه
مجموعة حوض التجربة الأوتوماتيكية في الماء لاختبار منع التسرب في بطاريات المشع المكونة من 3 إلى 14 عنصرًا، يتم غمر بطارية المشع في الماء واختبارها بضغط 24 بار للتحقق من عدم وجود أي تسريبات.