






















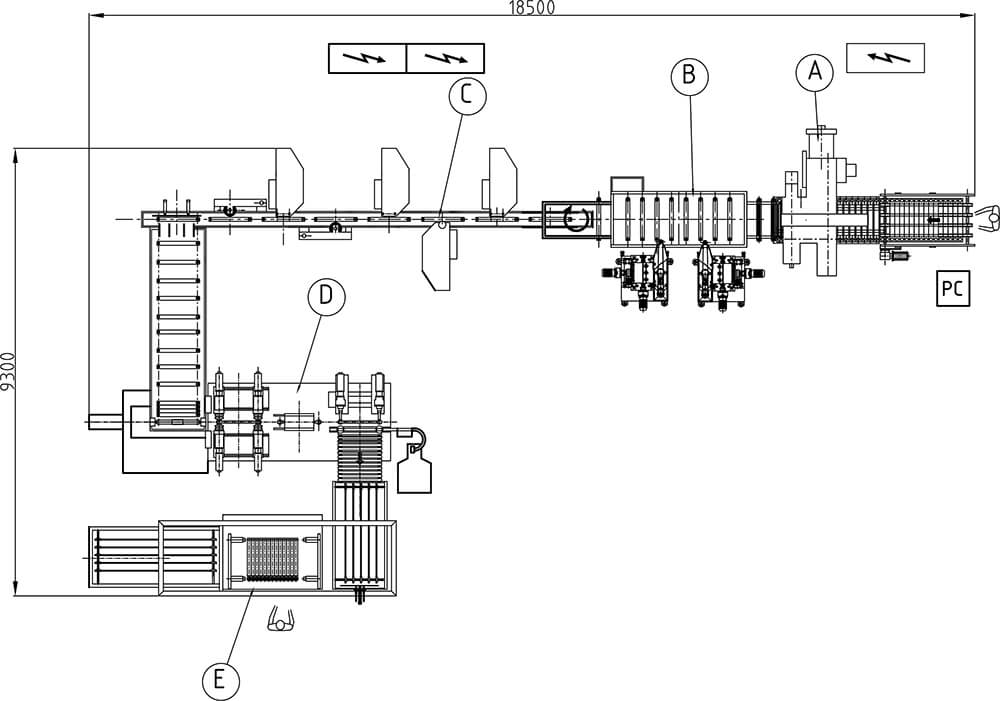
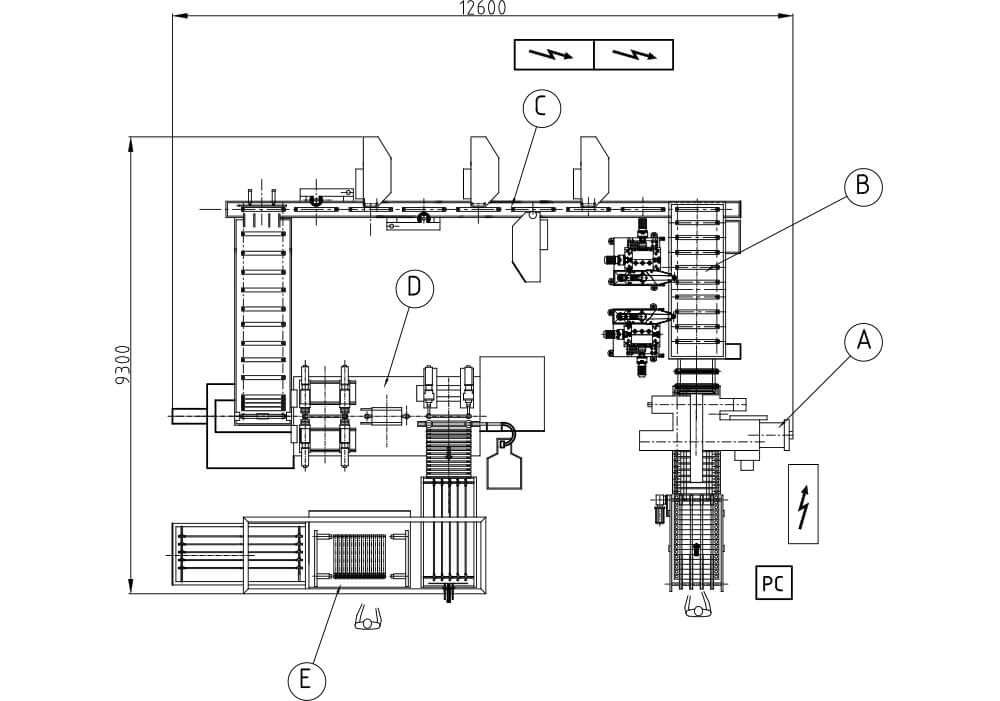
Pos. A
Funkenschweißgerät der neuen Generation, das zum Schweißen des Bodens mit einem 300-A-Stromwandler an den Heizkörper geeignet ist. Nach dem Schweißen gelangt der Heizkörper in den Schneidebereich, in dem die Schweißgrate automatisch entfernt werden.
Pos. B
Pilgerschritt mit Luftwagen, angetrieben von einem bürstenlosen Motor, der geeignet ist, den Heizkörper vom Schweißgerät zu den verschiedenen Arbeitsplätzen zu bringen, also:
- Schleifen der unteren Klappe, um Gussnähte zu beseitigen.
- Erste CNC-Einheit zur Formgebung des Kopfes mit Gratschneider.
- Gratschneidereinheit unterer Heizkörperbereich.
- Zweite CNC-Einheit zur Endbearbeitung des Kopfes mit Gussnahtschneider.
Pos. C
Schleifband der Seiten, komplett mit Führungen, mechanischen, pneumatischen Teilen und einem Getriebemotor.
Auf dem Zuführband der mechanischen Bearbeitungslinie befindet sich eine spezielle Kette mit entsprechenden Ritzeln und einer Drückereinheit, die mechanische, pneumatische Teile und eine Entladerutsche enthält. Auf den Riemen werden 3 pneumatische Gleitschuhschleifeinheiten aus Hartmetall mit Schleifband angebracht, die zum Schleifen der Heizkörperseite geeignet sind und mit einer Schmierung durch Schwingung ausgestattet sind. Diese Einheiten werden zum Schleifen der Heizkörperseite (beste Seite) verwendet. Zusätzlich ist eine Schleifbürste zum Schleifen der Vorderseite für die Endbearbeitung angebracht.
Für den hinteren Teil ist 1 Schleifeinheit mit Gummiwalze, oszillierendem Schleifband und Riemenspanner am Riemen befestigt, um die Rückseite des Heizkörpers zu bearbeiten. Zusätzlich ist eine Schleifbürste zum Schleifen der Rückseite für die Endbearbeitung angebracht.
Pos. D
Automatische Gewindeschneidmaschine für Heizkörper, wie folgt aufgebaut:
- Transportwagen, der die Heizkörper von einem Arbeitsbereich zum anderen bewegt.
- 4 Spezialeinheiten unserer Produktion zum Gewindeschneiden und zur Punktbohrung der Heizkörper. Diese Einheiten der neuesten Generation sind innen mit Präzisionslagern ausgestattet und enthalten weder Öl noch Lagerbuchsen. Dies garantiert eine unbegrenzte Lebensdauer.
- Interne Gebläseeinheit zum Entfernen von Spänen.
- Baugruppe mit 2 Schraubendrehern unserer Produktion angetrieben von bürstenlosen Motoren.
- Ladegruppe der Nippel und automatische Montage der Dichtungen. Diese Gruppe montiert die Dichtungen vollautomatisch an den Nippeln.
Pos. E
Automatische Prüfwannengruppe in Wasser zum Testen der Dichtheit der Heizkörperspulen von 3 bis 14 Elementen. Die Heizkörperspule wird ins Wasser getaucht und mit einem Druck von 24 bar auf Undichtigkeiten geprüft.